| 世纪热流道系统 |
 |
|
|
世纪阀式浇口系统
系统采用阀杆可直接插入金属浇口的(无前衬套)型阀式浇口方式。拥有两种类型:一是单独利用本体加热器进行温度控制的型式;二是本体加热器与另外再热咀前端(尖端部)配置的加热器,利用它单独控制调节浇口周围温度的型式。
阀式浇口系统的特点
浇口采用再母模上直接加工出(无前衬套)结构,浇口附近的冷却效果好,阀杆直径的复制性优良。如果热咀的尖端和本体具有独立加热器,尖端加热器便会与成形同期同步,采用间歇加热方式。此外,对于结晶性树脂的成形也很容易。
无费料成形底最大有点
材料底100%成为产品
不需要清理工序
通过成形周期底缩短,提高效益
产品的质量稳定
采用自动化,可实现更稳定的成形
还解决了以下问题:
随着因为热流道化而发生的树脂泄漏、浇口堵塞、拔丝、浇口开口、树脂烧糊、浇口配置等问题,从原理上进行根本解决。
|
| |
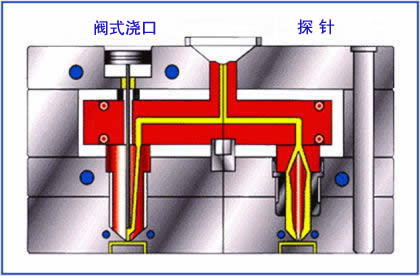 |
探针
探针由尖端加热器和本体加热器构成的双重加热器结构。
探针尖端事特殊加工成的直接发热体。
此外,根据树脂的种类和用途的不同,备有各种类型探针。
探针系统的构成、整体图
探针系统由装入模具的探针和热流板、以及控制输出(温度)的控制柜所构成。
探针系统的原理、特点
入口衬套(SPRUE)和浇道部的树脂保持在可流动的熔融状态,通过调节浇口前部的温度,少量的树脂可与充填在母模板内的树脂一起凝固。取出成形品后,在下次喷射开始之前,给探针尖端通电,使其发热,凝固在浇口前部的树脂会瞬间时融化,并可喷出。
世纪阀式浇口系统由具有各种特点的多种型式组成,包括可选择型式在内,长度为85-400mm,浇口直径为0.8-8.0mm,其精度、性能等可以满足各种要求。 |
| |
| |
 |
| SVN型 |
|
| |
|
| 特点: |
浇口直径范围Ø0.8~6.0。
阀针尖端采用圆锥形,并与标准热咀套配套使用。
阀针与阀套的高精度配合可有效地防止漏胶。 |
| |
|
| 对象成形品: |
可应用于通用工程树脂的成型。 |
|
|
| |
| |
 |
| SST型 |
|
| |
|
| 特点: |
可广泛适用于从普通树脂到通用工程树脂的成型。
浇口直径以Ø3,Ø4为主,也适用于一点式模具中心进胶方式的模具,具有多种形式可供选择。
因阀针采用“防震摆如始构”,不会对模具浇口丶阀针尖端造成磨损或损坏。
因阀针出色地,优质地再现性,保证了浇口漂亮的外观。
因采用圆柱形阀针,使用低气压推进阀针的开闭,不会造成模具浇口破损。
通过对阀针与阀套的配合间隙进行严格控制,保证防止漏胶与阀针动作顺畅。 |
| |
|
| 对象成形品: |
外壳, 罩
多个浇口的大件成形品
|
|
|
| |
| |
 |
| SVP型 |
|
| |
|
| 标准阀体 |
|
| |
|
| 特点: |
适用于通用树脂、通用工程树脂等各种成形由于附加了尖端加热器功能(可选择),含添加物树脂、结晶性树脂(PET初加工品)等的成形取得了显著
效果。 |
| |
|
| 对象成形品: |
外观零件(外壳、罩)
多个浇口的大件成形品 |
|
|
| |
| |
 |
| SVY型 |
|
| |
|
| 单流路阀体 |
|
| |
|
| 特点: |
不会因分流出现接合线,也不会因滞留而出现糊斑和碳化物,是一种容易换色的系统。 |
| |
|
| 对象成形品: |
外观零件(外壳、罩)
换色品 |
|
|
| |
| |
 |
SVPL型
|
|
| |
|
| 单式阀体 |
|
| |
|
| 特点: |
采用SVP型中央浇口方式,专门用于直接浇口的一个制品。此外,如果与热流板相配,可以多个同时使用。 |
| |
|
| 对象成形品: |
汽车零件
保护罩
大件成形品 |
|
|
| |
| |
 |
SV32型
|
|
| |
|
| 小型阀体 |
|
| |
|
| 特点: |
浇口间距最小可达32mm。
尖端设有防止阀杆振动的机构。
适用于所有通用树脂、通用工程树脂。(POM、PC、ABS、 PA等) |
| |
|
| 对象成形品: |
OA机器零件
DVC零件
移动电话零件 |
|
|
| |
| |
探针系列
| STT系列 |
: |
具有独立的尖端加热器和本体加热器,对本体部分可以进行闭环回路控制。 |
| ST系列 |
: |
具有独立的尖端加热器和本体加热器,对本体部分可进行开环控制。 |
| S系列 |
: |
将多个具有独立尖端加热器和本体加热器的热咀集中在一个共用本体上,对共用本部
位进行闭环回路控制。 |
|
| |
| |
 |
| SPT型 |
|
| |
|
| 特点: |
第一次在外部加热方式的Topless结构上安装尖端加热器。
2. 最小间距为7mm,可应用于一模多腔的紧凑的模具结构。
3. 与往常的Block方式不同,可实现浇口的任意位置。 |
| |
|
| 对象成形品: |
可应用高功能树脂成型超小件机械零部件
可应用于环?等小型电子部的成型 |
|
|
| |
| |
 |
ESP型
|
|
| |
| 将内部方式加热探针改进成外部方式加热型 |
| |
|
| 特点: |
具有尖端加热器,采用连续输出控制,使浇口流畅。热方式对本体部的浇道进行温度控制,通过最小滞留量和先进先出结构,可防止树脂烧糊和碳化物的产生。 |
| |
|
| 对象成形品: |
构件
电器零件
超级工程树脂零件 |
|
|
| |
| |
 |
ESN型
|
|
| |
| 通过外部加热方式进行中央流动的方式 |
| |
|
| 特点: |
以最小树脂量和先进先出结构,可防止树脂烧糊和碳化物的产生。可根据树脂来选择、更换尖端。以通用树脂为对象而设计。 |
| |
|
| 对象成形品: |
日用品
盖类零件 |
|
|
| |
| |
 |
D型
|
|
| |
| 有一定使用自由度,适用范围广 |
| |
|
| 特点: |
可广泛适用于小型、大型的成形制品。
可同时进行多个制品成形。
适用于通用工程树脂。 |
| |
|
| 对象成形品: |
家电产品零件
各种外壳类零件
工程树脂零件 |
|
|
| |
| |
 |
G型
|
|
| |
| 树脂滞留较少的探针 |
| |
|
| 特点: |
采用高射出率的外部加热方式。
最适合换色。
最适合于超级工程树脂 |
| |
|
| 对象成形品: |
构件
超级工程树脂零件 |
|
|
| |
| |
 |
I型
|
|
| |
| 适用于多个成形制品的型式 |
| |
|
| 特点: |
在一个本体上可分别装入8、12、16个尖端的多点型。
用于极小间距(15mm)。
可进行多个成形制品。 |
| |
|
| 对象成形品: |
注射器零件
电池零件
医疗机器零件 |
|
|
| |
| |
 |
B型
|
|
| |
| 通过更通畅的树脂流动,可进行大件成形品。 |
| |
|
| 特点: |
可实现通畅的树脂流动
是一种热稳定性良好的系统
采用插入热流板的结构 |
| |
|
| 对象成形品: |
机器零件
超级工程树脂零件 |
|
|
| |
| |
 |
热流板
多段热流板制作实例
切除不需要的部分,实现轻量化,进行节能设计。
重视温度分布,采用管式加热。
|
|
| |
| |
 |
| BOSS(Bolt
on seiki system) |
| |
| 缩短制造工期,实现低价位 |
| |
|
| 特点: |
根据顾客对母模板的完成情况,配合交货,可即日试注塑。
利用3D-CAD进行设计、验证。采用多功能加工中心同时多点加工,从而可确保超高精度。
在我公司进行组装和配线,最后综合性地在此质量检验后交货。 |
|
|
| |
| |
控制柜型式
| T P型 |
: |
STT-ST系列探针等、可对本体输出32V、尖端11V的进行控制 |
| V P型 |
: |
可对SH型探针,我公司的SVP、SVY、SV32阀体及其他公司的200V输出系统进行控制。 |
| N P型 |
: |
可对I型等S系列探针进行控制。 |
|
| |
| |
 |
| SMC型 |
|
| |
|
| 特点: |
SMC1080(8点控制),SMC1120(12点控制)温控箱紧凑的箱体,可以将其置于注塑机上。
采用直观简易的操作面板。(触幕式非彩色屏显示)
SMC温控箱采用独特的控制方法,有效地防止了升温时的过度升高现象。 |
|
|
| |
| |
 |
S2000型
采用可对阀式系统、探针系统及其他
公司系统进行控制的高性能数控方式
采用类似Windows的下垂式菜单,加大画面显示,提高操作效率。
设计特点是适合CE标识,不仅对干扰噪音适应性强,也不会发出放射噪音
通过电流闭回路控制的电源电压补正电路,在电源电压变动的环境下也可实现稳定成形
宽屏显示器
S2000用大型彩色输入屏
通过采用12.1英寸显示器(800×600点),可同时显示热流板8点、热咀16点的信息。(可显示标准显示器6.25倍的信息)
采用256色显示彩色和TFT彩色液晶显示器,用户接口具有直观、图象化特点。 |
|
| |
| |
 |
VMC型
控制常用200V、240V加热器的控制柜
采用带有液晶显示屏的触摸式面板, 操作简单。并且显示屏比以前机种的大, 使用更加方便。
设计适合EN规格的EMS / EMI(欧洲统一规格),不仅抗外部干扰强, 也不产生放射噪音。
采用了防噪音系统和光绝缘回路, 对于在有静电与噪音干扰的成形工厂, 控制精度会有显著的改善。
|
|
| |
| |
 |
AHC型
可对应阀式和探针用2种型号的控制柜
将传统机型AYC与HC合并为1种型号, 大幅度提高了操作兼容性和维护部件标准化, 采用2种型号可对应本公司所有的探针和阀式(标准品)的控制。
对AC200V输出线路全相插入半导体保护用速断保险丝, 提高了安全性, 并且可防止内部线路损坏。
温度测定线路采用15比特A / D (Analog to digital Converter) 转换器, 实现了0.1℃的内部精度, 可完成精密的温度控制。
|
| |
| |
 |
| SMA4型 |
|
| |
|
| 特点: |
可以实现4 个回路阀针的独立开关。
适用于特殊成形, 例如: 双色成形。
通过便捷的触幕屏式操作,可以实现所有阀针的同步关闭以及个别阀针的手动操作,在打开电源时可以快速进行阀针的开关等动作确认。
具有多套模具的设定值的记忆功能。 |
|
|
